歡迎致電
13713999008

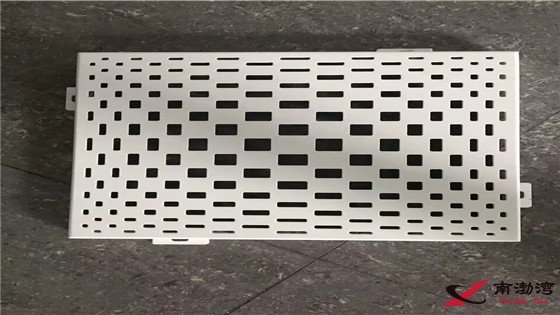
首頁 > 新聞資訊 > 產品資訊 > 鋁單板 > 沖孔鋁單板 >
?? 發布時間:2013-07-26 ?? 熱度:

1、領料前班長應審核、復查任務單所標注板厚與圖紙是否一致;各編號定額規格與圖紙是否一致。
2、按生產任務單用料定額領料,確認所領材料型號及規格。
3、下料時注意復查鋁板表面質量,不允許有銹斑、麻點、凹坑、脫層、波浪,嚴重磕碰、劃傷等缺陷。
4、清除鋁板上廢紙、雜物,清潔鋁板表面。
5、按生產用圖的開料尺寸要求,在工作臺上調整定位(或劃線后)在剪板機上開料。
6、開料長、寬尺寸允許偏差±0.5mm,對角線允許偏差1.5mm。
用卷尺檢查,首件“三檢”合格后方可進行第二件生產。同一坯料,每剪5件后須校驗一下所剪工件的尺寸,必要時及時調整定位。坯料除檢查開料圖中標注尺寸外,還應檢查對角線尺寸及相關角度尺寸。
7、每一件坯料剪裁完后,在非噴涂面右下方300處按規定貼好標識:沖孔板的標識貼邊緣不沖孔處。
8、坯料不允許落地,要輕拿輕放,按規定區域放置在平臺或小車上,避免在搬運過程中造成磕碰、劃傷。
9、按定額規定將剪下的余料妥善保管或退倉保存。
文章標簽: